

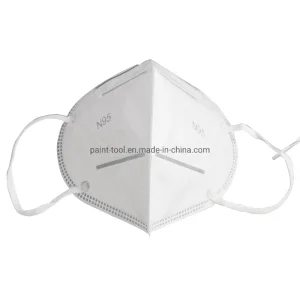
Disposable Industrial Respirator Protective N95 Dust Face Mask with Valve

Steriled N95 Face Mask Disposable Use Protective Earloop Mask China Wholesaler

safety Particulate Respirator Dust Protective Face Mask Disposable N95 Mask

Certified Kn95, N95, Ffp2 Face Mask, Adult Children Daily Protective Non-Woven Masks

China Mask Manufacturer Custom Logo N95 Face Mask Protective Face Mask

The global demand for N95 protective masks has evolved from a crisis-driven response to a permanent pillar of industrial safety and clinical protocols. As of 2024, the industry is seeing a significant shift toward technological integration, where filtration efficiency is no longer the only metric—breathability, skin compatibility, and sustainable materials are taking center stage. In North America and Europe, stringent NIOSH and CE standards continue to drive procurement behaviors, emphasizing the need for reliable, verified manufacturers who can guarantee consistent lot-to-lot performance.
For large-scale industrial sectors—such as mining, construction, and pharmaceutical manufacturing—the N95 respirator is more than just personal protective equipment (PPE); it is a critical component of risk management. The rise of automation in N95 factories, like our facilities in China, has allowed for tighter quality control through AI-driven visual inspection systems, ensuring that every mask meets the ≥95% particulate filtration threshold required by international benchmarks.
Our N95 masks utilize a sophisticated 4 to 5-layer structure. The core is comprised of dual-layer high-density melt-blown non-woven fabric, which uses electrostatic adsorption to capture sub-micron particles, including dust, pollen, and airborne pathogens.
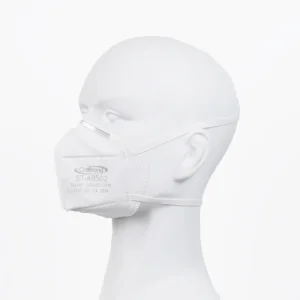
Featuring adjustable nose clips and high-elastic headbands or earloops, our designs minimize "mask fatigue" during 12-hour shifts. The 3D cup-shape or folding design creates a large breathing space to lower CO2 accumulation.
Engineered for harsh environments, our industrial N95 series includes variants with exhalation valves to reduce heat buildup, essential for heavy labor in high-temperature or high-humidity job sites.

B2B procurement today focuses on supply chain resilience. Global exporters like Henan Tobe Health provide the stability that large organizations—from hospital groups to global logistics firms—require. Localized application scenarios vary significantly:
Henan Tobe Health Co., Ltd. is a comprehensive medical and health technology enterprise, affiliated with a well-established industrial group. The company integrates research and development, manufacturing, sales, and after-sales service, focusing on protective products, medical devices, medical consumables, and health-related equipment.
Our operation covers an area of approximately 100 mu, with modern production workshops exceeding 400,000 square meters and a workforce of over 3,000 employees. This scale allows us to provide unmatched OEM and ODM services for global N95 exporters.
As a leading China-based manufacturer, we offer competitive advantages that go beyond price:
Trust is the foundation of our business. Our N95 masks and medical devices strictly adhere to international and domestic quality standards:
Since 2020, we have expanded to 30+ countries including the USA, Canada, UK, Italy, France, Spain, and Japan. Our professional international sales team provides:
Guidance on regulatory requirements and material specifications for different regions.
OEM/ODM packaging, logo printing, and specialized mask designs (valves, colors, shapes).
Efficient global shipping networks to ensure timely delivery via sea, air, or rail.

Company Vision: To become a leading high-tech enterprise with core technologies and integrated system solutions in the medical and health industry, making significant contributions to the advancement of medical equipment and global health services.
Company Mission: To integrate science and technology into healthcare and improve the quality of human life through innovation and reliability.

Stainless Steel Sterilization for Medical Protective Clothing and Surgical Masks, N95, Ffp1 Masks

Factory Custom-Made Personal Protective Isolation Mask Cup Type KN95 FFP2 N95 Protective Dust Mask

Protective Non Woven Disposable Earloop Respirator 95% PPE N95 Mask

5ply Folding Type Disposable Medical Protective Face Mask N95-V1

Free Sample Fashionable Disposable Earloop 4 Ply Protective FFP2 N95 Face Mask with Valve

Hot Sale N95 En14683 Bfe99 Earloop Elastic Protective PP 3 Ply Face Mask